
- 精工技研では金型製作から量産成形まで承っております。
射出成形とは
目次
1.射出成形(しゃしゅつせいけい)とは
目的の形状を彫り込んだ金型(精工技研、業界豆知識「金型とは」)に溶かした樹脂(プラスチック)を流し込んで形を作る成形法です。
身近なものではプラモデルやスマートフォンのケースなど、多くのプラスチック製品は射出成形で作られており、量産性と安価さに優れています。
金型を高精度に仕上げることでミクロン単位(1㎜の1/1000)の製品の成形も可能で、特に医療分野では衛生面から「使い捨て可能な製品」が望まれており、その量産性と安価さから射出成型品が注目されています。
2.射出成形の材料
樹脂は大きく二つの性質に分けられ、それぞれ次のような特徴があります。
・熱可塑性樹脂(熱で溶ける、冷やすと固まる、安価) 例.ポリエチレン・ポリプロピレン・ポリアミド・ABS等
・熱硬化性樹脂(熱で硬化する、高耐熱、比較的高価) 例.フェノール樹脂・エポキシ樹脂等
※強度や外観の目的から、樹脂にガラス繊維や着色用の材料を混ぜ込んだものを使用する場合もあります。
それぞれチョコレート(熱可塑)とホットケーキ(熱硬化)によく例えられます。
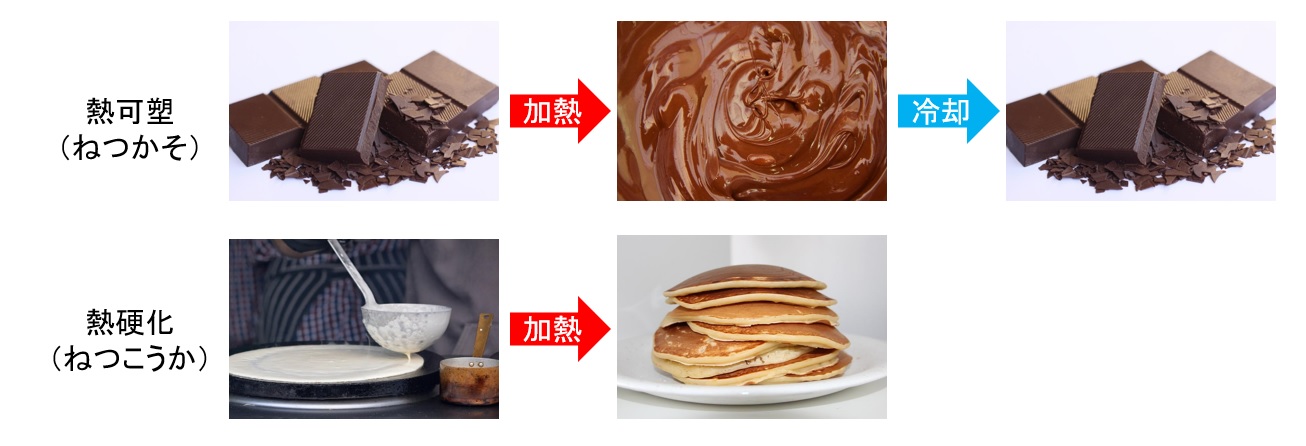
熱硬化性樹脂でも射出成形は可能ですが、熱可塑性樹脂で行う場合が多いです。
本項では、熱可塑性樹脂の射出成形について解説します。
3.射出成形の流れ
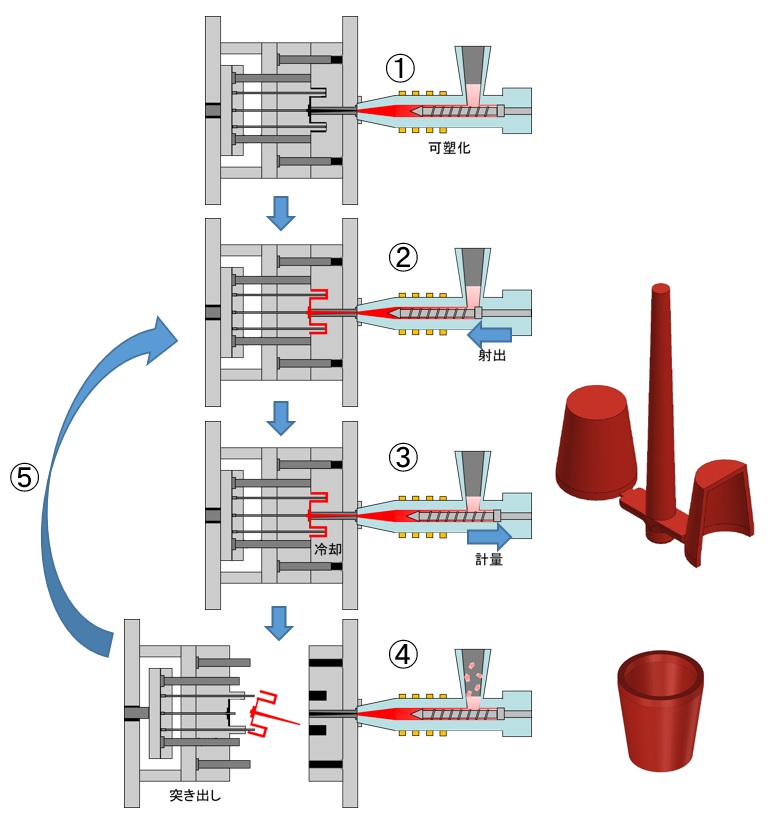
①可塑化:成形機で樹脂を溶かす
②射出:溶かした樹脂を金型に流し込む
③冷却:金型で冷却し、樹脂を冷やし固める
(計量:この間に次の射出材料の準備が行われる)
④突き出し:型を開き、成形品を突き出し取り出す
⑤型を閉じ、②に戻る(以降②から⑤を繰り返し)
4.射出成形のメリット・デメリット
(1)射出成形のメリット
 ・量産性が良い
・量産性が良い
射出成形で量産すれば、同品質のものを安定して得ることができます。
成形品のサイズにもよりますが、一回のサイクルで多数個作ることも可能です。
複雑な形状、さまざまなサイズの製品を作る事ができます。
成形サイクルが短く、大量生産が可能で寸法精度が高いです。
生産工程の自動化が図りやすいです。
・後工程が少ない
射出成形品は金型の表面状態がそのまま反映されます。
つまり、金型が磨かれていれば、ツルツルで綺麗な面になります。
反対に、金型の表面をざらざらにすると、ざらざらな面が得られます。
後工程は成形品によってバリ(※1)取りやゲートカットが必要(※2)になる程度です。
※1・・・バリとは金型の隙間から樹脂が飛び出して出来る余分な部分のこと。
これがなるべくできないように、金型の設計、製作をすることが大切です。
※2・・・後工程が不要なゲート方法もあります。
(2)射出成形のデメリット
 ・少量生産には向かない
・少量生産には向かない
少量生産には向いていません(大量生産に向いているため)
数個だけ作りたい場合には、樹脂の塊を削ってしまう方が安価に済みます。
・金型の製作時間が長い
射出成形をするには金型が必要不可欠です。
金型の製作期間に関しては、数カ月以上かかることもあります。
・製品形状に制約がある
金型の大きさを成形機に載るサイズに収めなくてはいけません。
また、小さすぎる製品、薄物成形も難易度は高いです。
成形品を金型から取り出しやすい形状にする必要もあります。
5.おわりに
本項では一般的な射出成形について簡単に解説をしました。
関連として以下の項目も是非お読みください!

弊社には1972年の創業以来培ってきた薄肉、微細転写に特化した成形技術がございます。
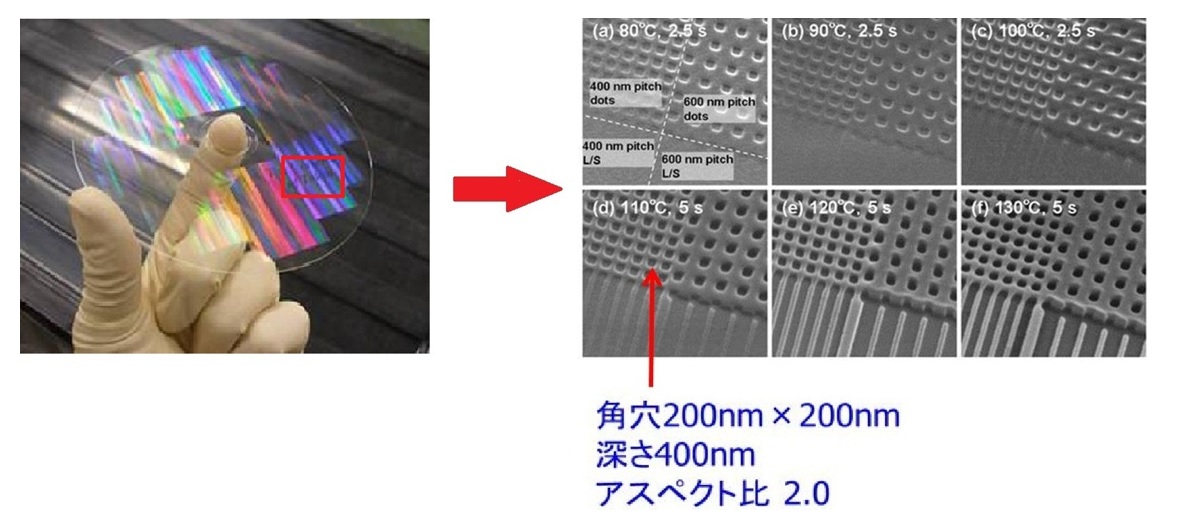
↑弊社成形品サンプル(厚さ0.3mmの薄肉ディスク形状Φ12の面積に、ナノレベルの微細形状の転写)
量産をしたいけど、できるか分からない。そもそも射出成形で作れるのか分からない。
そんなお客様のため、株式会社精工技研では、量産を見据えた試作用金型の製作
また、試作成形用の金型・成形設備を揃えております。
まずはお気軽にお問い合わせください!
お客様のニーズに合わせた、金型製作、設計、製造を目指し、対応させて頂きます。